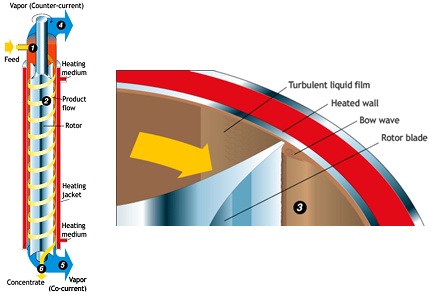
 Separation of impurities and low volatility, high molecular weight components from mineral oils is carried out in thin film evaporators. It is essential to achieve high temperature and lowest possible vacuum to provide the maximum re-refining of waste mineral oil. In addition, the residence time of the oil should be minimized to prevent it from degradation. Thin film evaporator comprises an upright cylindrical vessel with movable or fixed vertical blades attached to a concentric rotor shaft. Thin layer of liquid formed on the inside wall of the vessel reaches high temperature quickly. Volatile components evaporate and are condensed and collected. Separation of impurities and low volatility, high molecular weight components from mineral oils is carried out in thin film evaporators. It is essential to achieve high temperature and lowest possible vacuum to provide the maximum re-refining of waste mineral oil. In addition, the residence time of the oil should be minimized to prevent it from degradation. Thin film evaporator comprises an upright cylindrical vessel with movable or fixed vertical blades attached to a concentric rotor shaft. Thin layer of liquid formed on the inside wall of the vessel reaches high temperature quickly. Volatile components evaporate and are condensed and collected.
Short-path evaporators are designed with a condenser placed inside the equipment body. The main reason to carry out different designs for classical and short-path evaporators is the fact that classical types can only be lowered to 1mbar working pressure while short-path evaporators can reach to 0.001mbar internal pressure. |




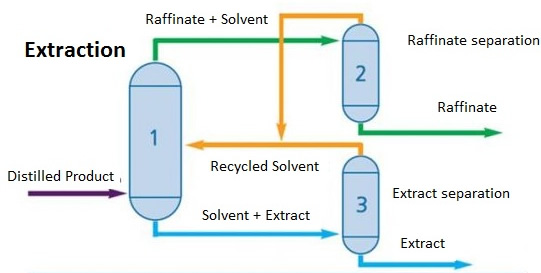 Solvent extraction is a technique based on the separation of aromatics, naphtenics and impurities present in the base oil by the help of a solvent. The first step of the process starts with the contact of solvent and waste oil. In the second step, separation of two phases (extract phase rich in solvent and raffinate phase rich in oil) is formed and at least these phases are subjected to distillation to recover the solvent.
Solvent extraction is a technique based on the separation of aromatics, naphtenics and impurities present in the base oil by the help of a solvent. The first step of the process starts with the contact of solvent and waste oil. In the second step, separation of two phases (extract phase rich in solvent and raffinate phase rich in oil) is formed and at least these phases are subjected to distillation to recover the solvent. Catalytic hydrogenation is known as a modern and successful refining process for a long time. In the process, oil fraction is put into contact with a solid catalyst in high pressure ambient. Proper catalyst and operation condition selections make the process possible to be applied from heaviest to lightest product. Operation conditions can be varied dependent on the necessary reactions and oil fraction subjected to hydrogenation.
Catalytic hydrogenation is known as a modern and successful refining process for a long time. In the process, oil fraction is put into contact with a solid catalyst in high pressure ambient. Proper catalyst and operation condition selections make the process possible to be applied from heaviest to lightest product. Operation conditions can be varied dependent on the necessary reactions and oil fraction subjected to hydrogenation.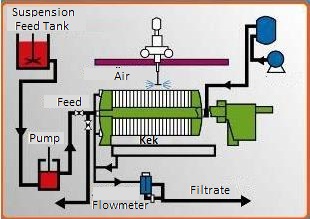 As a simple procedure bleaching is performed in three steps. Oil separated from water, light hydrocarbons and asphaltic residue is placed into a reactor to contact with 2-5% clay mineral. Adsorption period is completed in reactor vessel equipped with necessary mixing blades. Period can be varied according to clay type, mixing efficiency and raw material properties. Mixing period is identified by the help of preliminary tests. Non-dissolving sulfates are formed by the reaction between impurities and additives in waste oil and strong acids found in activated clay mineral. Phase separation is observed after a certain resting time in muddy material. Precipitated sulfates and waste clay is sent to disposal and the suspension is send to filter-press to be leached by the help of a pump.
As a simple procedure bleaching is performed in three steps. Oil separated from water, light hydrocarbons and asphaltic residue is placed into a reactor to contact with 2-5% clay mineral. Adsorption period is completed in reactor vessel equipped with necessary mixing blades. Period can be varied according to clay type, mixing efficiency and raw material properties. Mixing period is identified by the help of preliminary tests. Non-dissolving sulfates are formed by the reaction between impurities and additives in waste oil and strong acids found in activated clay mineral. Phase separation is observed after a certain resting time in muddy material. Precipitated sulfates and waste clay is sent to disposal and the suspension is send to filter-press to be leached by the help of a pump.